Häufige 3D-Druck-Fehler und wie man sie vermeidet
Lernen Sie aus den Fehlern anderer: die häufigsten 3D-Druck-Probleme und wie Sie sie verhindern. Von Warping bis Schichthaftung - praktische Lösungen erklärt.
Dennis
3Dennis

Inhalt
Jeder, der mit 3D-Druck arbeitet, stößt auf Probleme. Fehlgeschlagene Drucke, Qualitätsprobleme, mysteriöse Defekte - es gehört zum Lernprozess. Aber viele Probleme sind vorhersehbar und vermeidbar.
Bei 3Dennis haben wir Tausende von Drucken gesehen. Hier sind die häufigsten Fehler und wie man sie vermeidet.
Fehler 1: Bett-Nivellierung überspringen
Ein nivelliertes Druckbett ist die Grundlage für jeden erfolgreichen Druck. Zu nah, und die erste Schicht wird flach gedrückt oder kommt gar nicht heraus. Zu weit, und das Filament haftet nicht.
Die Symptome
- Erste Schicht haftet nicht
- Filament rollt sich zu Kugeln statt Linien
- Eine Ecke hebt sich, während eine andere klebt
- Ungleichmäßige Dicke der ersten Schicht
Die Lösung
Nivellieren Sie Ihr Bett vor jeder Drucksitzung oder überprüfen Sie es zumindest. Verwenden Sie den Papiertest: Ein Blatt Papier sollte mit leichtem Widerstand unter die Düse gleiten. Besser noch, verwenden Sie einen automatischen Bett-Nivellierungssensor, wenn Ihr Drucker dies unterstützt.
Überprüfen Sie auch, ob Ihr Bett tatsächlich flach ist. Manche Betten haben eine leichte Krümmung, die in der Mitte kompensiert werden muss.
Fehler 2: Falsche Temperatureinstellungen
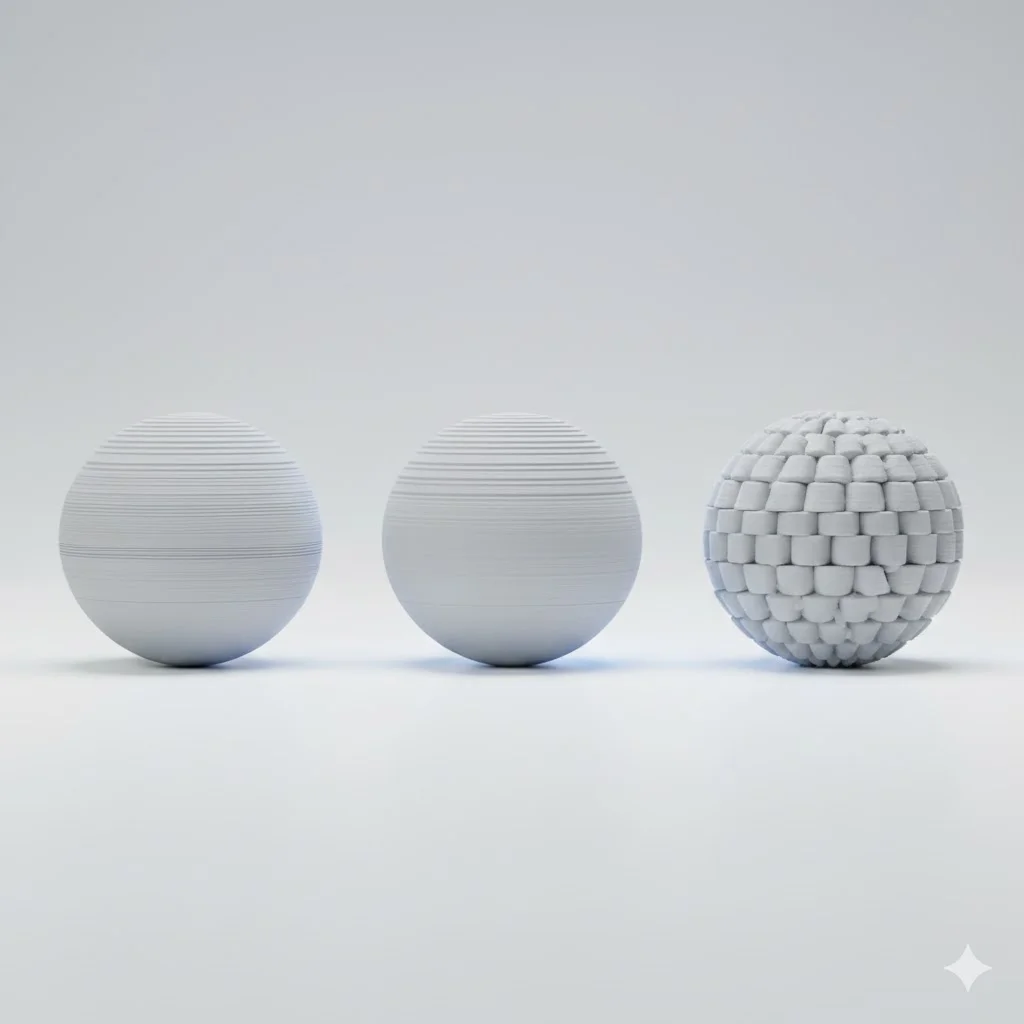
Jedes Filament hat einen optimalen Temperaturbereich. Zu heiß verursacht Fädenziehen und Kleckse. Zu kalt führt zu schlechter Schichthaftung und schwachen Drucken.
Die Symptome
- Fäden zwischen Teilen des Drucks
- Kleckse und Pickel auf der Oberfläche
- Schichten, die sich leicht trennen
- Druck, der “rau” oder uneben aussieht
Die Lösung
Beginnen Sie mit der vom Filamenthersteller empfohlenen Temperatur. Dann optimieren Sie basierend auf den Ergebnissen. Drucken Sie einen Temperaturturm, um den Sweet Spot für Ihre spezifische Kombination aus Filament und Drucker zu finden.
Beachten Sie: Die Umgebungstemperatur spielt auch eine Rolle. Ein kalter Raum erfordert andere Einstellungen als ein warmer.
Fehler 3: Zu schnell drucken
Geschwindigkeit ist verlockend, aber wenn Sie Ihren Drucker zu sehr pushen, führt das zu Qualitätsproblemen. Der Drucker kann nicht genug Material extrudieren, das Bewegungssystem führt Vibrationen ein und Details gehen verloren.
Die Symptome
- Sichtbares “Klingeln” oder Ghosting um Ecken
- Ungleichmäßige Schichtlinien
- Unter-Extrusion (Lücken in Wänden)
- Verlust feiner Details
Die Lösung
Langsamer werden. Die Zeitersparnis durch hohe Geschwindigkeit ist oft den Qualitätsverlust nicht wert. Für sichtbare Teile sind 50-60mm/s oft besser als 100mm/s, auch wenn Ihr Drucker es mechanisch bewältigen kann.
Wenn Sie Geschwindigkeit brauchen, investieren Sie in einen dafür ausgelegten Drucker. Moderne High-Flow-Drucker können schnell drucken und dabei die Qualität beibehalten.
Fehler 4: Support-Einstellungen ignorieren
Überhänge über 45 Grad brauchen Stützstrukturen. Dies zu ignorieren führt zu fehlgeschlagenen Drucken oder schrecklicher Qualität auf Überhangflächen.
Die Symptome
- Hängende oder fädige Überhänge
- Fehlgeschlagene Drucke, wenn Überhänge komplett zusammenbrechen
- Raue Oberflächen, wo Stützstrukturen hätten sein sollen
Die Lösung
Verwenden Sie Supports, wo nötig. Ja, sie kosten Material und müssen entfernt werden, aber sie sind für bestimmte Geometrien notwendig.
Besser noch: Entwerfen Sie Teile mit 3D-Druck im Hinterkopf. Fasen statt Überhänge, Ausrichtung, die Supports minimiert, Aufteilen komplexer Teile in einfachere Komponenten.
Fehler 5: Falsches Material für die Anwendung
PLA ist einfach zu drucken, hat aber Einschränkungen. Es für Außenanwendungen, hohe Temperaturen oder mechanische Belastung zu verwenden, führt zum Versagen.
Die Symptome
- Teile, die sich mit der Zeit verziehen oder verformen
- Sprödbrüche unter Last
- Degradation durch UV oder Feuchtigkeit
Die Lösung
Wählen Sie das richtige Material für Ihre Anwendung:
- PLA: Dekorative Innenartikel, Prototypen
- PETG: Funktionsteile, Außenbereich, Lebensmittelkontakt
- ABS/ASA: Hohe Temperatur, Automobil
- Nylon: Mechanischer Verschleiß, Flexibilität
Bei 3Dennis verwenden wir hauptsächlich PETG, weil es die beste Balance aus Druckbarkeit und Leistung für die meisten Anwendungen bietet.
Fehler 6: Unzureichende Kühlung
Richtige Kühlung ist entscheidend für die Druckqualität, besonders für Überhänge und kleine Features. Zu wenig Kühlung und der Kunststoff erstarrt nicht schnell genug.
Die Symptome
- Überhänge, die auch bei vernünftigen Winkeln hängen
- Kleine Features, die sich verformen oder “schmelzen”
- Schlechte Qualität bei Brücken
- Sich wellende Schichten
Die Lösung
Stellen Sie sicher, dass Ihr Bauteilkühler ordnungsgemäß funktioniert und auf die richtige Stelle zeigt. Für PLA und PETG lassen Sie den Lüfter für den größten Teil des Drucks auf 100% laufen.
Hinweis: Die ersten paar Schichten sollten reduzierte oder keine Kühlung haben, um die Betthaftung zu gewährleisten. Die meisten Slicer handhaben dies automatisch.
Fehler 7: Druckerwartung vernachlässigen
Drucker brauchen Wartung. Abgenutzte Düsen, schmutzige Stangen, lockere Riemen - all das verursacht Qualitätsprobleme, die schwer zu diagnostizieren sind.
Die Symptome
- Allmähliche Qualitätsverschlechterung
- Ungleichmäßige Extrusion
- Druckmaße driften
- Seltsame Geräusche
Die Lösung
Planen Sie regelmäßige Wartung:
- Reinigen Sie das Bett vor jedem Druck
- Überprüfen Sie die Riemenspannung wöchentlich
- Schmieren Sie die Stangen monatlich
- Ersetzen Sie Düsen nach 500-1000 Druckstunden
- Reinigen Sie die Extruderräder regelmäßig
Ein gut gewarteter Drucker liefert konsistente Ergebnisse. Vernachlässigung führt zu mysteriösen Problemen.
Fehler 8: Falsche erste Schicht-Geschwindigkeit
Die erste Schicht ist entscheidend. Zu schnelles Drucken verhindert eine ordnungsgemäße Haftung. Diese eine Einstellung beeinflusst, ob Ihr Druck gelingt oder fehlschlägt.
Die Symptome
- Erste Schicht löst sich während des Drucks
- Schlechte Haftung auf einer Seite
- Warping, das von den Ecken beginnt
Die Lösung
Drucken Sie die erste Schicht langsam - maximal 20-30mm/s. Geben Sie dem Kunststoff Zeit, mit dem Bett zu verbinden. Verwenden Sie auch eine etwas höhere Temperatur für die erste Schicht, um den Fluss zu verbessern.
Aus Fehlern lernen
Der beste Weg, Fehler zu vermeiden, ist zu verstehen, warum sie passieren. Jeder fehlgeschlagene Druck lehrt etwas. Machen Sie sich Notizen, was schiefgelaufen ist und was es behoben hat.
Bei 3Dennis haben wir aus Tausenden von Drucken gelernt. Wenn Sie bei uns bestellen, profitieren Sie von dieser Erfahrung. Wir wissen, was funktioniert und was nicht, damit Ihre Teile beim ersten Mal richtig herauskommen.
Brauchen Sie Hilfe bei einem kniffligen Druck? Kontaktieren Sie uns und wir lösen es gemeinsam.
Weiterlesen
Schichthöhe beim 3D-Druck: Der Kompromiss zwischen Qualität und Geschwindigkeit
Was ist die beste Schichthöhe für Ihren 3D-Druck? Erfahren Sie, wie die Schichthöhe Qualität, Festigkeit und Druckzeit beeinflusst. Praktische Richtlinien für jede Anwendung.

Den richtigen Füllgrad wählen: Ein vollständiger Leitfaden
Wie viel Infill braucht Ihr 3D-Druck wirklich? Erfahren Sie, wann Sie 20%, 50% oder 100% Füllgrad für optimale Festigkeit, Gewicht und Druckzeit verwenden sollten.
3D-gedrucktes Kabelmanagement: Schluss mit dem Chaos auf dem Schreibtisch
Entdecken Sie, wie 3D-gedruckte Kabelmanagement-Lösungen Ihren Schreibtisch sauber und organisiert halten. Maßgeschneiderte Clips, Halter und Kabelführungen.
Brauchen Sie Hilfe bei Ihrem Projekt?
Kontaktieren Sie uns für individuelle 3D-Drucke oder B2B-Dienste.